
Photovoltaic connector With the rapid development of global renewable energy,...

Home energy storage product series
A lithium battery pack for home energy storage systems, which is compatible with solar panels and the sun The inverter can work together with the power grid to power household appliances, and it can also be used as a For off grid systems.


Smart home energy storage battery
A highly integrated backup power solution for solar home energy...

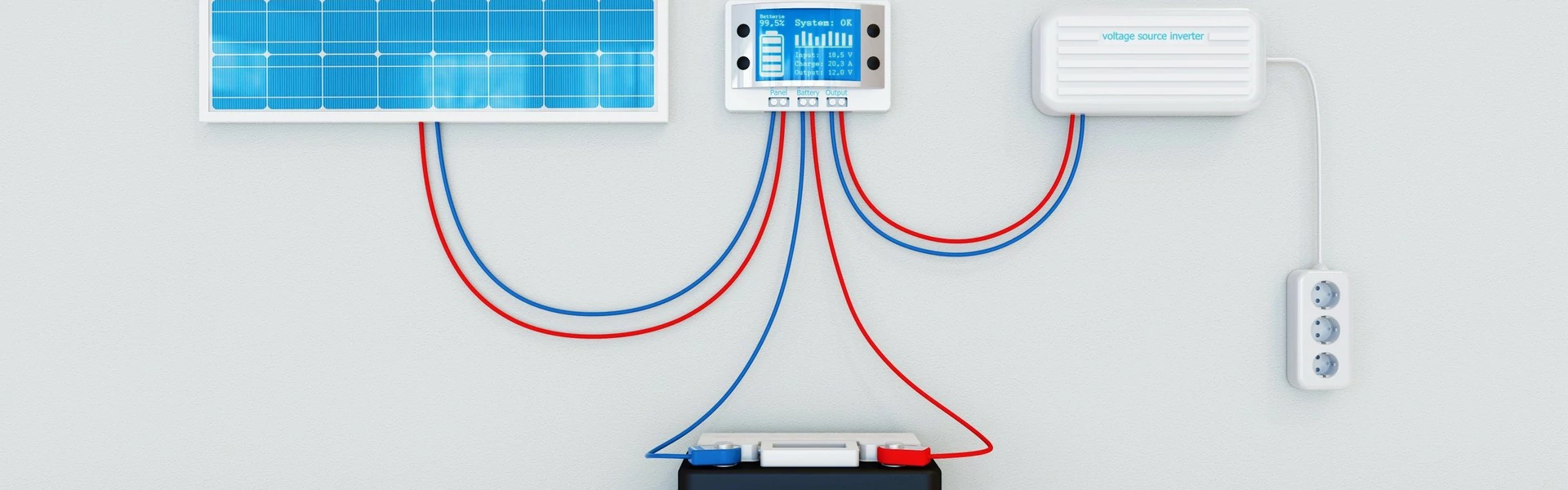
Photovoltaic controller
Photovoltaic controller Photovoltaic controller is the key equipment used to...

Photovoltaic inverter
Photovoltaic inverter Generally, the process of converting AC electrical energy...